


September 6, 2018 – Everyone involved with coins knows that Kremnica has been a hotspot of the minting industry since the Middle Ages. To date, it is home to the Slovak mint, which looks back at a century-old tradition. Since 1328, the precious metals mined from the surrounding mountains have been minted into coins here.
In younger days, mints would produce their own blanks, but nowadays, this production step is mostly outsourced to private blank producers, among them Monea Coin Technology. In 2018, the Kremnica site was brought up to the latest technology with a state-of-the-art electroplating (galvanizing) plant. In Kremnica, it is now possible to produce every kind of coin blank imaginable in the field of circulation coins.

The Monea Coin Technology team is proud of their modern production facilities.
On approximately 3,500 square meters of production and storage space, Monea in Kremnica offers the entire range of blanks for circulation coins, from the simple Nordic gold blank to the multi-layer-plated high-tech product: The possibilities reach from stainless steel, aluminum and copper-based non-ferrous metals like Nordic gold, CuNi25 and aluminum-bronze over bimetal to blanks that are electroplated in single- or multi-layer procedures using copper, brass and/or nickel.
Monea is proud of being able to punch and rim as much as 8,000 tons of blanks a year, at a competitive price, already in this first stage of the site’s extension. What’s more, the Kremnica site is the world’s first blank producer running on a completely closed water circuit. Only the used water from the dishwashing machine and the toilets is discharged via the communal wastewater disposal system. All the other water gets recycled and reused.
We are taking a look behind the curtains: Join us and find out how much knowledge and skill go into the production of coin blanks.

Delivery of the coils and checking of the shipment.
1. Delivery of the coils
Starting material for the blank production are long strips of metal, called coils. These are produced by Monea’s business partners in such a way that their width, thickness and alloy are specifically customized for the technical parameters of the respective coins for which the blanks are produced. It is especially important that the strip’s width be adhered to with the smallest possible deviation. The fault tolerance is extremely low here because, later in the production process, the strip’s width has a major influence on the average weight of a batch of coins, i. e. what is referred to as “al marco” in numismatics.

The coils that are needed for the day are transferred to the production halls by forklift.
All the coils are specifically produced for each order. Only very rarely can one coil be used for blanks for another denomination. The coils are delivered to Monea by truck. One pallet contains two coils at 2 tons each. In a large storage facility, the coils are stacked until further processing.
Once a day, calculations are made as to how many coils need to be available in the production halls for the upcoming work shifts. They are then transferred from the storage to the production facilities.

A fixed crane lifts the coil onto the decoiler of the blanking press.
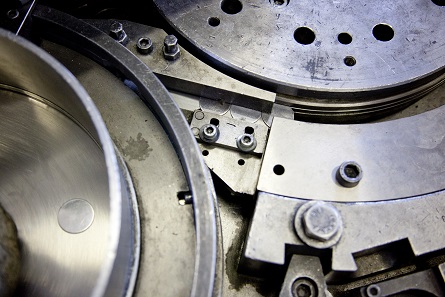
2. Blanking press
First, a crane lifts the coil onto the decoiler of the blanking press. A so-called rolling mill ensures that the metal strip is fed through the press in a controlled manner. Automatically, the strip’s width which is so important is electronically measured in millimeters, down to the third decimal.

The punching tools are the core of the machine.
The punching tools are the core of this machine. They are locally manufactured specifically for every single type of coin blank. Each tool consists of punches, i. e. sharpened cylinders, and simple holes as counterparts through which the punched-out metal blanks are pushed. The number of punches and holes varies with the coin’s denomination – the tool and the coil width are always optimally adjusted to the blank size.

A blanking press can reach up to 800 strokes per minute.
These blanking presses can reach up to 800 strokes per minute. In practice, usually 70% of that capacity is utilized. The punching force of small presses is about 80 tons, that of large ones up to 160 tons! The number of strokes varies with the denominations. In any case, the punching tools are subject to excessive forces.
The wear and tear of punching tools depends on the strength of the material used to make the blanks, which can be steel, stainless steel, aluminum and copper-based materials like the so-called Nordic gold. That is why, at Monea, backup tools are always at the ready. Replacing a worn punching tool with a new one makes the machine stop only for a moment. For some denominations for which a lot of blanks are produced at Monea, three sets of tools exist: the one in use for punching, one which is ready as replacement, and one being prepared for use.

A look into the small workshop where the punching tools are prepared for use and the ones that are ready are waiting for deployment.
The tools are manufactured by partner companies, but for their maintenance, Monea has its own little servicing workshop. With rather little effort, a worn tool can be resharpened to be fully functional again.

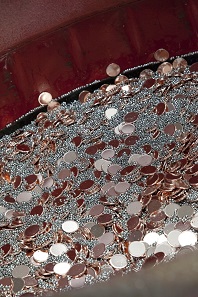
The blanks which have been cleaned by hot air fall out of the rocket.
After punching, the blanks go into to the so-called rocket, where hot air removes any lubricant residue which stuck to the blanks during the punching process. Furthermore, the blanks undergo a first round of deburring in the rocket.

Webbing.
About three quarters of the coil’s material are made into blanks. The leftover quarter, the so-called webbing, is recyclable raw material. Therefore, what is left of the coils after punching is recoiled and stored until a recycling company fetches the leftover raw material to reprocess it.

The rimmed blanks fall out of the upsetting mill.
3. Edge rimming
Opposite the two blanking presses are four upsetting mills, where, upon the client’s request, the blanks receive a specific edge lettering to make them more secure. Edge lettering is among the most frequently used security features worldwide.

The inclined conveyor feeds the blanks into the upsetting mill.
Via an inclined conveyor, the blanks are transferred from the containers into the upsetting mill.
Rims are raised around the edges.
At the top, they are distributed onto two feeders leading into two barrels, where the blanks are spread out in a manner that only one at a time is fed into the central rimming fixture. The machine has two feeders and two barrels because the rimming process itself only takes half a rotation. In order to optimally make use of the central rimming fixture, the blanks are fed in at two different places and given out after half a spin.
The secret of edge rimming is the distance between the wheel and the corresponding shoe, which is slightly smaller than the diameter of the blanks. When the blank is pressed through that narrow conduit, its edge is automatically raised into a rim. The rim’s shape depends on the tool which has a corresponding adverse groove. Upon the client’s request, the rim can be round, cylindrical or trapezoid – every geometrical shape is possible. With the same principle and similar machines, rim lettering can be added to the blanks.
Even during blank washing, no wastewater is produced at Monea. 100% of the used water gets recycled.
4. Washing and ball-burnishing
Not all blanks are washed at the end; it depends on the following production steps. Steel blanks which are electroplated undergo several cleaning processes afterwards. All other materials that are not electroplated are washed and also burnished at this stage, to achieve the best possible visual result and to prepare the surface for the subsequent minting process. Depending on the material, different surface structures can be desired for the material flow during minting.

A washing system for coin blanks.
Both washing and ball-burnishing are fully automated. For every kind of coin blank, there is an individual program with specific chemicals, burnishing media and duration, perfectly adjusted to the respective blank’s material, size and desired look.
Via an inclined conveyor, the blanks are fed into a processing vessel. The burnishing media – small, flat metal pieces made from stainless, acid-proof steel –, water and the chemicals needed for washing are added. Washing the blanks removes dirt and grease residue. The mechanical friction provided by the burnishing media gives them a smooth, shiny surface.
Next, the blanks run over a grid which the much smaller burnishing media fall through, leaving only the blanks.
A last rinse with distilled water guarantees that the blanks get dried in the hot-air dryer without stains or residue.

Monea has several H2O vacuum evaporators for full purification and recycling of the wastewater from all the production processes.
Of course, the dirty water that was used for cleaning is not simply led into the sewer system. It is recycled on site and can be reused over and over in a closed circuit. It is Monea’s special concern to work in a sustainable manner.
Using the distilled and thus highly purified water presents an additional advantage during production. The water quality significantly improves the final product’s quality.

Monea also supplies already joined bimetal blanks.
Monea also supplies bimetal blanks, for which they have a special machine.

A look inside the laboratory.
5. Intermediate resp. final checking
During production, all blanks are constantly checked. In addition, there is an independent check by the quality assurance laboratory at the end of the production process.
With the help of an individual bar code, every batch is traceable from punching to dispatch.
The certificate states:
- Individual weight – Samples from the batch are individually weighed.
- Average weight – The average weight of 100 pieces is calculated with a simple precision scale.
- Diameter after edge rimming
- Blank shape – Is it actually perfectly round?
- Blank thickness
- Edge height
- Edge shape
- Hardness – For testing the hardness, a pyramid-shaped bolt is driven into the blank at a force of 300 Newtons. From the resulting indentation, the hardness can be measured.
- Conductivity
- Material structure – By cross-section, the composition and grain size of alloyed materials are checked.
- Look – Does the blank meet the client’s requests?
- The checks are based on the guidelines of the Mint Directors Working Group (MDWG). If a batch does not adhere to the technical specifications requested by the client, even only in one point, it is blocked and not processed further.
Only blanks that are absolutely flawless leave the production premises and wait in the dispatch area to be delivered to the client or forwarded for further processing.
Besides the results from the tests, the documents also contain the machine used for production, the date and the workers involved, in order to be able to precisely identify the source of possible flaws. Thus, a continuous traceability is guaranteed at all times.

Monea’s new electroplating plant.
6. Electroplating
The fully automated and multifunctional state-of-the-art electroplating plant in Kremnica is waiting for the steel blanks in order to coat them with valuable copper, nickel, brass or bronze. Whether in single or multiple layers, Monea has generations’ worth of experience for achieving the best results.
The plating barrel is filled automatically, the filling quantity depending on several factors: How large and thick are the blanks? How thick is the electroplated layer supposed to be? Which electroplating material is used?
In any case, the blanks first have to be thoroughly degreased to ensure optimal adhesion of the electroplated layer. The first step for that purpose is a soak cleaning, but only the subsequent electrolytic degreasing gives the perfect cleaning result.
For that, a current is applied to the barrel. Thus, the blanks are turned into the anode, repelling oxygen particles. The resulting movement at the blanks’ surface provides a mechanical fine cleaning.

The individual electroplating processes take place in large pools.
In between every single step and all the upcoming processes, spotless rinsing is necessary. This is extremely important in order to avoid the chemicals in use being carried off to the next pool.
After cleaning, acids are used to slightly roughen the blanks’ surface, which enables a better adhesion of the subsequent electroplated layer.

Pure copper as part of the solution for electroplating.
Only then, the actual electroplating process can begin. It is based on a principle discovered in 1780 by the Italian physician Luigi Galvani (hence the term “galvanizing”, which nowadays is used only for zinc plating): By applying an electrical current, metal particles contained in a solution adhere to the cathode. For that, you first need an electrolyte solution. For copper plating, the solution would contain copper salt, potassium salt and other ingredients, finely adjusted to achieve the best adhesion and distribution of the electroplated layer as well as the best shine and ductility (=deformability).
Now, when a current is applied to the barrels filled with blanks, the latter become cathodes at which copper particles from the solution are deposited. It is a matter of technical skill and experience to know the necessary amount of electrical current and the ideal temperature and duration for achieving the best results.

In the chemical laboratory, the electroplating process is constantly monitored.
The solution must be monitored constantly, which is why Monea has its own chemical laboratory ensuring the solution’s ideal composition at all times. Only then, the best electroplating results can be achieved.
In any case, after electroplating, several rinses are again necessary to wash the last residue of the copper solution off the blanks. Afterwards, they are dried in a barrel with hot air.

A total of almost 45,000 liters of water a day can be recycled by the H2O vacuum evaporators.
Only then, the blanks, now in their new color, are allowed to leave the electroplating plant. By the way, needless to say, Monea exceeds the Slovak environmental protection requirements. For the new electroplating plant, no hard-to-get authorization was necessary, because no wastewater is led into the communal disposal system. Like everything else at Monea, the electroplating process runs on a closed water circuit.
The maximum capacity of all existing facilities is 45,000 liters of water a day. To get a better idea of that amount: It equals 225 beer kegs like the ones they used to have at the Oktoberfest, or a cube with a side length of 45 meters, or a swimming pool which is 90 meters long, 9 meters wide and 2,5 meters deep.
A first check of the electroplating results is quickly done with a small handheld device which makes use of the different magnetic properties of the used metals to be able to indicate the thickness of the electroplated layer. Naturally, all other parameters are also checked during the process.
After electroplating, the blanks appear in their natural metallic color, which makes the subsequent minting process much easier. In order to make them shine in full splendor, the blanks are ball-burnished (this process has already been explained under point 4, washing and ball-burnishing).

The first visual check ensuring the blanks’ quality.
7. Final checking
The product is now finished, but of course, it is thoroughly checked before leaving the premises. In Kremnica, three people work in quality control, ensuring that only perfect blanks are delivered to the clients.
First, a visual check is done, for which a machine is used. Through a hopper, an entire batch can be fed in at once. A vibrator distributes the material so that the blanks lie in a row and pass the individual measuring points one by one. A first camera looks at one side, a second camera at the other side. The ring light ensures that, even at the edges, no flaw can be missed. At the third point, the blanks run over a glass plate to make sure no deformed or wrongly-sized items are delivered. An air jet blows off every blank that is not flawless. During this check, a speed of over 2,000 pieces a minute can be reached without problem.
The discharged items are collected and counted. This is done not only for statistical reasons, but mostly in order to eliminate regularly reoccurring issues by improving the production process.

The final check ensures that only perfect coin blanks leave Monea’s premises.
The next step has already been done more than once. For a third time, the characteristics on the attached certificate are verified.
Most importantly, of course, the result of the electroplating process must be checked. For that purpose, sample blanks are cut open in order to inspect the cross-section under an electron microscope.
The image is transferred to a computer, where the electroplated layer is measured down to the micrometer and compared with the client’s specifications. Only when this last check is successful, the blanks are ready for minting.
In addition, a larger number is checked under an X-ray fluorescence measuring instrument.

The packaged coins are ready to be dispatched.
9. Dispatch
The clients can choose for themselves how they want the coin blanks to be delivered. Some prefer cardboard boxes. Others order a shipment in barrels – all blanks in one plastic bag, or a certain number each in smaller bags. Whatever it may be, Monea will do their utmost to satisfy even the client’s most unusual wish.
And then, all these blanks can be minted in order to go around the world as circulation coins.
For more information on Monea go to the official Monea website.