


In May 2015 the research network DAMIN organized a meeting in Copenhagen. It focused on mints, technology and coin production. On this occasion Ursula Kampmann gave a lecture summarizing today’s coin production. We publish this lecture here.

The first ever spherical commemorative coin ‘Seven Wonders of the World’.
This is a coin. A coin from the South Sea Island of Niue, worth 7 New Zealand Dollars, which is the equivalent of around 4.5 Euros. Not that anybody on this planet would think of paying with this coin. Not a single specimen of this issue has ever seen Niue. And it will never fit into any wallet given the fact that this is a sphere with a diameter of 34 mm. The Mint of Poland produced this coin exclusively to satisfy an ever growing market of collectors. It is considerably more expensive to produce than its nominal value would suggest. And please do not think that coins like this are an isolated case in contemporary minting. On the contrary, mints throughout the world are trying to one-up each other in respect of extravagant collectors’ issues, in order to secure their economic survival.
No matter if you like this coin or not, the production of it is an outstanding technical achievement that was only made possible by the skillful use of latest developments in minting. And the minting procedure has undergone such a fundamental change in the last 50 or so years that no worker from a 1970s mint would find his way around a present-day mint.
Never before have developments advanced quicker and been fostered more vigorously. To understand the underlying reasons, we have to dip into the organizational forms of present-day mints.

The Royal Canadian Mint website: a pure invitation to shop coins.
If it weren’t for the tiny logo on the top left, you would hardly notice that you have arrived at the website of the official mint of Canada. The website looks like one giant coin shop. And the website of the Royal Canadian Mint is no isolated case.
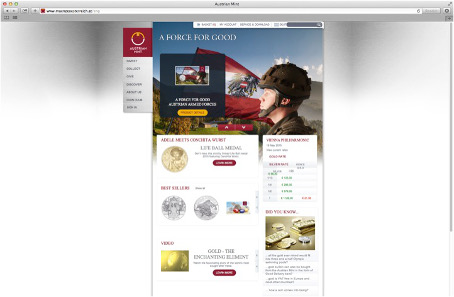
At the Austrian Mint website shopping coins is in the centre of everything, too.
This is the website of the Austrian Mint. Here, too, the emphasis is on the sale of collector coins and medals.
Both the Royal Canadian Mint and the Austrian Mint operate extremely successful in the market. This means that they distribute their collector coins on an international level AND do the minting for many countries throughout the world. They are not without competition. Today many mints are competing for the contracts.
Without going too much into detail, we have to face one fact: there are currently many more mints than the world actually needs for manufacturing all those coins that are used in day-to-day transactions. And so, many mints are in imminent danger of being closed down. The history of the Danish Mint, to name only one example, will come to an end after roughly a millennium, on 31 December 2016.
Only those mints remain successful which manage to touch the hearts of the collectors with ever crazier creations or to manufacture circulation coins increasingly cheaper, faster and more forgery-proof, thus becoming a supplier for countries who do not have a mint of their own. The latter brings about the development that all the mints are constantly improving their operating efficiency. This means, on the one hand, they invest in technology to increase the output, and on the other hand they look for new techniques to produce exquisite collector coins. And the transition between collectors and commemorative coins has become fluid.

A new security feature for circulation coins which is tested for the first time on a German circulating commemorative coin.
Now, I am showing you a new German commemorative coin that was launched quite recently, in April 2015. The polymer ring – blue in this case – can be coined and enriched with various color pigments which can be seen either by the unaided eye or in special light like ultraviolet light. This means that this polymer ring could eventually become a security feature of a level of security which hitherto was only known from banknotes. This new technology will be field-tested on commemorative coins first before being used on circulation coins.
This is the latest development of German mints and enterprises. It is a joint venture of two German mints: the Bavarian State Mint and the Mint of Baden-Württemberg as well as the Technical University of Aachen and two private companies in the field of minting.
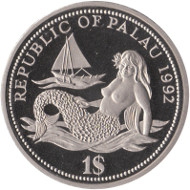

The first coloured coin from 1992 …
We saw something similar with colored coins, for instance. For Palau, Coin Invest Trust from Liechtenstein issued the very first colored coins in 1992. I remember the very Basel coin show when it was presented to the public. My boss Dr Hans Voegtli specialized in ancient coins was only talking about Mickey Mouse coins.

… and the first coloured circulation coin from 2004.
Today, we had Mickey Mouse on coins and colored ink is used to such an extent that even circulation coins have been produced as colored coins. Two mints are mastering the technic to produce color for coins which resists even in circulation: The Royal Canadian Mint and the Royal Australian Mint. And they both use machines from the German-speaking region for printing the color onto the blank.
These two cases are not isolated. It is amazing to see how important enterprises of the German-speaking area have become in respect of the production of the technical equipment used by mints throughout the world. In the next 15 minutes I would like to briefly introduce you to some state-of-the-art machines that are used in coin minting, and likewise mention the names of the producers.
Today, creating coin dies is no longer a job for die cutters but for graphic designers and their computers.
Let us begin with the great exception. The first company I present to you is the outright market leader. And it is not based in the German-speaking area. This comes not really as a surprise, as this company does not produce machines, but a clever software.
You see, the times when a die was created by an engraver are long gone. Only very few coin issues are still being made with this, rather complex, procedure.

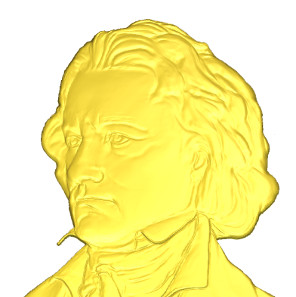
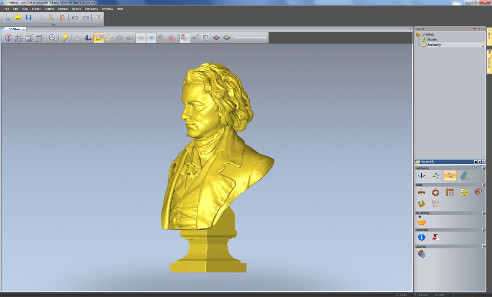
A three-dimensional portrait is transferred into two dimensions.
Today, it is the computer that does one half of the work. The company Delcam / Artcam has developed a special program for mints that offers unbelievable possibilities.

The coin can be designed with all details on the computer.
Editing tools enable the automatic multiplication of once created shapes or the fully automatic conversion of three-dimensional objects into coin dies. Please see here the three-dimensional picture of a bust, which can be transferred by the computer to a coin die. Adjustments are of course possible at any time. If you want to make Beethoven smile, just lift the corners of his mouth.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
To make you understand what this software is able to do, I would like to show you a little promotional video of Delcam / Artcam. I hope you are as impressed as I was when I saw this for the very first time. In the meantime most mints are working with this program.
Nevertheless, do not forget what it implicates to use a huge computer screen instead of a plaster model. It enables designers to design even smallest structures, like those which form the basis for light and surface effects.

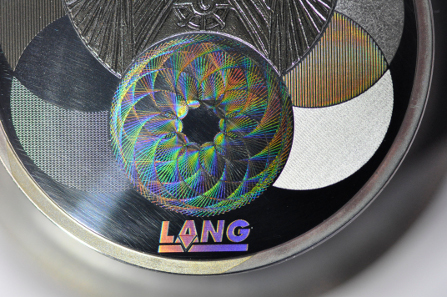
The Pulsaris 800 machine by Lang (Hüttenberg) was specifically developed for the engraving of coin dies with laser technology.
Laser technology offers the possibility to transfer even the most delicate structures into a minting die. Two German companies are the market leaders in this field, Lang GmbH at Hüttenberg and Acsys Lasertechnik. They have developed machines which take a dataset as starting point and create dies that are much more precise than any of the conventionally produced dies. Laser technology, however, has significant effects on the surface of the coin: Other than traditional engraving technology, laser technology cannot produce very deep reliefs in a time-efficient manner. In the long run, this means that coins will no longer exhibit a high relief. This is exactly what the industry is looking for as low relief is connected with higher minting speed.
The so-called ‘rainbow effect’ creates colour only through the different angles of the light.
What are the implications of these developments for the coin design? The combination of computer design and laser engraving allows for the creation of previously impossible fine structures in coin minting. A classic example is the so-called rainbow effect created by incredibly fine structures within different surface compartments. The colors change depending on the viewing angle.

Nano technology gives colour to these coins.
Another development in the area of nano technology was presented on 29 January 2015 by Dr Xianyao Li during the Technical Forum at the World Money Fair. Using extremely fine lasers, this technology distributes nano particles on surfaces to create fixed colors which do not alter with changing viewing angles.


A security feature with infinitely fine engraving.
Further, new security features have been developed that used to be merely wishful thinking for the mints before. The Liechtenstein company Coin Invest Trust for instance protects its products by adding a micro signature, whose lines measure only several hundredth millimeters and are certain to drive aspiring counterfeiters insane.
All of the aforementioned innovations are still restricted to the commemorative coin sector, but might well find their way onto circulation coins in the not too distant future.
Developing security features for circulation coins is, however, an issue that concerns almost all major mints. They are working towards developing higher-value coins to replace the equivalent banknotes because, despite their higher production costs, coins are ultimately more cost-efficient as they remain in circulation longer. Micro and nano engravings as additional security features are particularly coveted in this context. The Delcam / Artcam software for instance already includes a tool that can generate guilloches formerly only known from bank note printing.

Electroplated coin dies.
To prolong their life span, dies are coated before usage. Electroplating, the most widely used method during the last decades, is expected to be replaced by PVD coating, short for Physical Vapour Deposition. This procedure sublimates a solid material before resublimating it on the surface of the object to be coated, forming the desired protective layer. This layer is so thin that is replicates even the most delicate laser-engraved structures and, unlike in electroplating, not even the smallest detail is lost.
Only very few mints still manufacture their own blanks. Most of them buy the blanks from enterprises specializing on blank manufacturing instead. Until recently, some of the most important globally operating blank manufacturers were located in Germany, such as Amera, formerly Eurocoin, which had to declare bankruptcy in 2014, and Saxonia, which today is owned by the Finnish Mint.
The basic procedures of blank manufacturing have not undergone significant changes since the industrialization of the minting industry, only speed and precision have increased.
Staple for today’s blank manufacturing are so-called coils, long metal strips with an average weight of one ton. They are fed into a rolling mill which rolls out the strip into a sheet, modifying its thickness with accuracy to a thousandth of a millimeter.

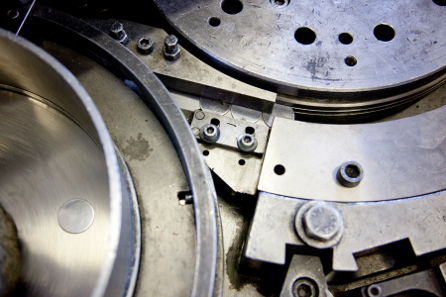
Coil being fed into a punching press.
The sheet is then fed into a punching press with a capacity of up to 800 strokes per minute. The number of strokes per minute varies depending on the denomination. As a general rule it can be said that the number of strokes decreases with increasing blank size.

Punching.
After punching, blanks are washed and dried with hot air to remove possible oil residue. The blanks also undergo a first round of deburring.
Edge rimming.
Usually, blank manufacturing already includes edge rimming. The basic procedure has remained the same for centuries: The blanks are pressed through a conduit whose diameter is smaller than that of the blanks. At this production stage, individual customer requirements – round, cylindrical, trapezoid – can be incorporated. Plain edge lettering can also be implemented at this stage.
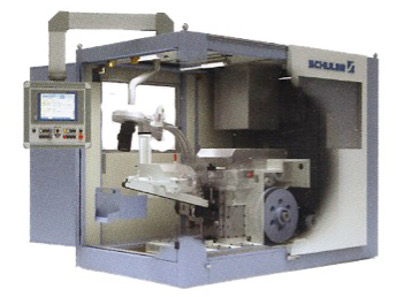
Among the most important manufacturers of coin edge lettering and rimming machines is the Schulergroup, which I will discuss a little bit later.

Blank washing has become a science of its own.
This is the last step of the blank production which is applied to those blanks which are not undergoing additional coating. Blank washing has become a science of its own, and one to which German enterprises in particular have made significant contributions. Market leader in surface finishing for coin blanks is Spaleck Oberflächenveredelung. Spaleck’s chief competitor, Rösler Oberflächentechnik, is also located in Germany.
In the last years, they, in cooperation with several mints, have developed fully automated blank washing machines like the one you are seeing here. They are huge and can fill a whole room.


Blanks before and after cleaning.
This production stage is very important for the minting process. The better a blank is prepared the better will be the result after mining. Please note the tiny scratches and bumps in the metal. After cleaning they are eliminated.

Blank washing.
The blank washer is equipped with specific programs for each material, size, and diameter, consisting of different baths in different containers with different additives. Chemicals, ballcone additions, and duration are perfectly adjusted for the treated blanks.
Washing is not only important in the production of circulation coins but obligatory in the production of commemorative coins. The latest, outstanding results in the manufacturing of proof coins can only be achieved with blanks that have been washed and polished.

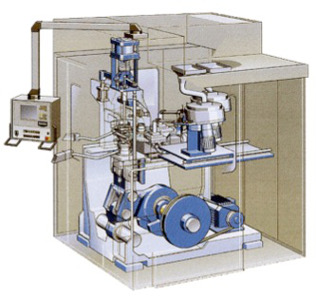
Machine for electroplating of blanks. Amera / Menden.
While most blanks used to be made from a number of different homogenous alloys in the past, the majority today are steel blanks coated with a thin layer of the original alloy. This development is due to price rises of several important metals, such as copper or nickel.
That this change can indeed generate huge savings shows the fact that the Royal Mint made 15.7 million pounds in 2013-2014 only by demonetizing their 5 and 10 pence coins and replacing them with plated coins.
Electroplating is a complicated procedure and subject to such strict regulations concerning its usage of hazardous chemicals that even blank manufacturers are outsourcing it to companies that specialize in electroplating.
In a first step, the blanks are boiled out and residual oil is removed electrolytically to ensure optimal adhesion of the coating material. In several working steps, the surface is cleaned, then roughened slightly, electroplated, dried, and subjected to another surface finish as described above in the section on blank manufacturing. After each of these steps, the blanks are washed residue-free again.

Minting room in the Stuttgart Mint.
Only now can we talk about the mints’ main business, the actual minting process. There are three manufacturers of minting presses worldwide: Schuler in Göppingen, Gräbener Pressensysteme, which today belongs to Schuler, in Netphen, and Sack & Kiesselbach in Dusseldorf. No matter which modern mint around the globe you visit, you will find minting presses of one or all of these manufacturers in each of them. While Gräbener and Schuler are leading companies particularly in the circulation coin sector, Sack & Kiesselbach has made a name in commemorative coin production, medal minting, and hubbing because their extremely high-pressure machines are particularly suited for these areas.
Our example, the Stuttgart Mint uses coin presses made by Schuler as you can see when you take a look at the logo. And Stuttgart already had coin presses of Schuler in 1874 as we know from the archives. Schuler was founded in 1839 and has been producing manufacturing minting presses roughly since 1870. Today, these presses can generate an output of up to 850 coins per minute. The company has developed three system solutions for this purpose.

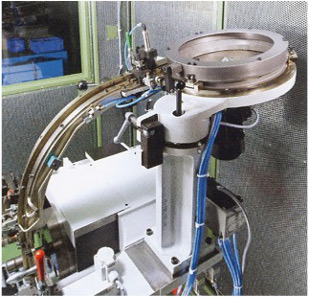
Vertical coin minting press.
This is a vertical coin minting presses. Vertical here means the direction of movement of the coin dies, i.e. from above and below, while the blank lies horizontally in-between. This traditional type of minting press is suitable not only for round blanks, but also for non-round, bi- and tri-metal coins.
Horizontal coin minting press.
Horizontal coin minting systems like you are seeing here are the unrivalled champions when it comes to round circulation coins due to their incredible speed. These are the machines which reach the top speeds of of up to 850 strokes per minute, which is 51.000 coins per hour, 408.000 coins per eight-hour shift. What makes high stroking rates like this possible is the gravitation-supported speed of the feed. The strike is not executed in a downward movement, like in the vertical minting press, but from left to right, while the coin remains upstanding, so to speak.

Ringmaster.
An innovation based on the vertical coin minting press and primarily used in bi-metal coin production is the Schuler Ringmaster. It covers a range of functions from minting to piercing and joining, which renders it well suited to produce the components of bi-metal coins.

Hydraulic press from Sack & Kiesselbach.
The hydraulic presses from Sack & Kiesselbach find their main application in medal and die manufacturing. They can reach forces of 25,000 kilonewtons. Just how much that is becomes evident when keeping in mind that only 1,600 kilonewtons are completely sufficient to strike circulation coins.
That and their great precision, which renders even the manufacture of dies for coins with holograms possible, are the reason why Sack & Kiesselbach presses have, above all, always been and are still being used for the mechanical multiplication of coin dies.

This machine can handle about 3,000 coins per minute (!) examining their shape, weight and potential errors.
Coin inspection has become a decisive factor in the production process today. In a first step, all blanks are subjected to inspection to ensure their suitability for striking. A second inspection takes place after the striking. On the one hand, it is examined whether all newly minted coins meet the increasingly strict criteria of the vending industry. On the other hand, mints have introduced rigorous automated inspections in their commemorative coin production sector.
In this area, two of the major suppliers are once more from German-speaking regions. There are two major systems: first TEMA vision produced by Mühlbauer, second the RHINO, a joint development of the Suisse Inea Automation AG, otherwise packaging specialist, and InduVis, expert for coin sorting systems. Both can handle about 3,000 coins per minute.
I also want to mention that this kind of machine is used within all these logistic centres which are collecting and redistributing coins and bank notes. Whenever a coin is collected from a vending machine, it will be sent to such a logistic centre. There it will be counted and checked in order to find out whether it is still good enough for circulation.

With this, I have almost reached the end of my brief presentation. Perhaps you are wondering how this speech fits into a program that focuses on traditional minting methods and the organization of historical mints. Well, with this contribution I want to make one point or two.
First of all I wanted to remind you that all post medieval mints have to be considered first and foremost as profit-oriented enterprises. We have to keep that in mind, when we wonder about the reasons for changes.
Second I wanted to make you aware of the fact that we are today part of tomorrow’s history. What we are witnessing now will tomorrow become the past, a past that will be very difficult to reconstruct as we will dispose then only of very scant sources. Our successors will face a much bigger challenge than we do today. The last centuries have left huge archives filled with paper full of data. Current events are stored only digitally in most cases. I had to use mainly sources from the Internet to compose that presentation. And I was lucky as I had been collecting material for the last six years at all congresses of the Minting Industry. If I had not done so, this material would not be accessible as neither the mints nor their suppliers are interested in setting up archives.
Knowledge is at risk of being lost as long as we do not start collecting it. I would like to promote the idea that an institution starts to collect material on contemporary minting. As an individual I do not have the means to store such an extensive documentation and make it accessible. What I do have, though, are the means to persuade the coin minting industry to cooperate. I would be willing to do my share of the work if you were interested in that material.